


传统汽车
1.垫片
● 加工工艺
冲压 ➤ 粗磨 ➤ 校平 ➤ 中磨 ➤ 淬火 ➤ 精磨 ➤ 去毛刺
| 厚度(mm) | 直径(mm) | 平面(mm) | 平行(mm) | 尺寸(mm) | 余量(mm) | 硬度(mm) | 材质 | 砂轮 | 粗糙度 |
| 0.55-3 | 45-99 | 0.01 | 0.01 | ±0.005 | 0.03-0.2 | 30-50 | 65Mn\dc01 | 精磨CBN | Ra0.6 |
● 双端面磨解决方案
差速器垫片需要中磨淬火之后用580B精磨 (注意:根据主机厂的要求分淬火前和淬火后)
YHDM580B + CBN砂轮 = 汽车调整垫片
2.传动齿轮

● 齿轮双面磨削工艺
锻造 ➤ 正火 ➤ 车削 ➤ 滚、插齿 ➤ 剃齿 ➤ 热处理 ➤ 磨削(减少形位公差)
| 厚度(mm) | 直径(mm) | 平面(mm) | 平行(mm) | 尺寸(mm) | 余量(mm) | 硬度(mm) | 材质 | 砂轮 | 粗糙度 |
| 0.55-3 | 45-99 | 0.01 | 0.01 | ±0.005 | 0.03-0.2 | 30-50 | 65Mn\dc01 | 精磨CBN | Ra0.6 |
● 磨削解决方案
厚度高于8mm:300/580B-5/77系列行星摆动磨一次磨削;厚度低于8mm:根据直径大小选择580、750 C型多次磨削;单面磨:推荐7418
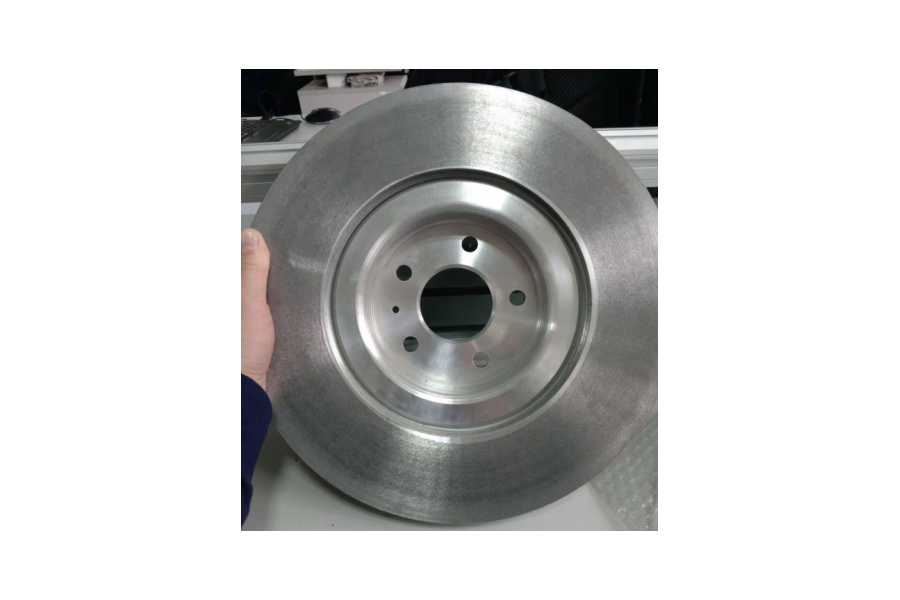
3.刹车盘
工件材质:铝基复合材料
加工工艺:双面磨削
加工要求:平面度Ra0.025
适用设备:YHDM750/3高精度立式双端面磨床
 |
|

4、连杆

工件尺寸:长250mm,厚28.4mm
工件材质:45Cr钢
洛氏硬度:32-36
去除量:0.8mm
加工设备:YHDM750A高精度立式双端面磨床
加工方式:摆动磨削
加工工艺:双面磨削减薄
加工效率:30 s (15 s/pc)
加工后平面度/平行度:≤0.02mm
加工后表面粗糙度:≤0.5 Ra
5、活塞环

工件尺寸:直径120mm,厚度1.8mm,硬度95- 106 HRB
工件材质:灰铸铁
去除量:0.12-0.13mm,第一道去除量为0.085mm,第二道去除量为 0.035-0.045 mm
加工设备:YHDM750A高精度立式双端面磨床
加工工艺:双面磨削减薄
加工效率:0.6s /pc,6000 pc/hour
尺寸管控:±0.005 mm
加工后平面度/平行度:0.004mm
加工后表面粗糙度:0.25 µm Ra
6、大挡圈

工件尺寸:直径110mm
磨削尺寸要求:3.300mm±0.012
加工工艺:双面磨削减薄
加工设备:YHDM750高精度立式双端面磨床
7、定子转子

工件材质:粉末冶金
加工工艺:双面磨削减薄
加工设备:YH2M8470 高速双面精密研磨机
加工后表面粗糙度:≤Ra 0.5
加工效率:0.6 S/PC
加工后平面度/平行度:≤0.002 mm
去除量:150-200um
厚度管控:≤3um
8、轴承

工件材质:轴承钢
加工工艺:双面磨削减薄
加工设备:YHDM580B高精度立式双端面磨床